 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備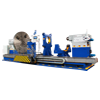 重型臥式車牀系列
重型臥式車牀系列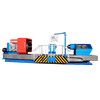 軋輥車牀系列
軋輥車牀系列 大型臥式車牀系列
大型臥式車牀系列 數控端面車牀系列
數控端面車牀系列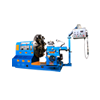 大型落地車牀系列
大型落地車牀系列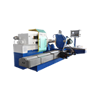 車銑磨組合機牀系列
車銑磨組合機牀系列 立式車牀系列
立式車牀系列 龍門銑牀系列
龍門銑牀系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞
操作基本相同主要是徑向尺寸立車大並且是四爪裝夾或者壓板壓
還有就是立車水平方向是X軸垂直方向是Z軸
數控立車是什麼
數控臥車來(就是你見源的那種車牀),工件旋轉,刀具靜止的,加工迴轉件的牀子;
而立車顧名思義就是把臥車站起來,去掉尾坐(呵呵....有點通俗啊
一般分爲單柱和雙柱立車,就是把工件直接放在卡盤上,壓板壓上;
沒有區別,你把臥車轉90度就是立車,弄明白了去想你的編程。選用臥車和立車是由工件的具體加工需求而定的。立式車牀一般都比較大。現在編程不是你主要考慮的問題,立車的應用是今後你工作的主形態。建議上立車。
外協加工零件,需要數控立車(2.5m~5m),數控鏜牀(~),數控車牀(~),數控龍銑(2m*6m~4m*),鑽牀(80~)
數控立車車削知識
車削表面粗糙=每轉進給的平方*/刀尖R乘8
不知道你的工件迴轉直徑是多少,所以轉速沒法給你提供,進給——進給越大粗糙度越大,進給越大加工效率越高,刀具磨損越小,所以進給一般最後定,按照需要的粗糙度最後定出進給
進給的話至少要在每轉0.05以下,並且車鑄鐵最好的粗糙度是1.2很難達到0.8還有如果進給很慢效率很低,對刀具的磨損很嚴重!刀尖R——刀尖R越大,粗糙度越降低,但切削力會不斷增大,對機牀的剛性要求更高,對材料自身的剛性也要求越高!車間生產的話糙度要求高可以上外圓磨,內孔可以絎磨!
如果有要求光潔度要到0.8的話,切削參數變化如下:刀具不變依舊上面0.4的刀片,切削參數進給0.05,切深要視乎刀具的斷削槽而定,通常如果進給定了,那切深只會在一個很窄的範圍ol我大約會按照進給的10倍起定切深,也就是0.5mm,此時0.05*微米,也就是粗糙度達到0.8了。

 客服1
客服1  客服2
客服2